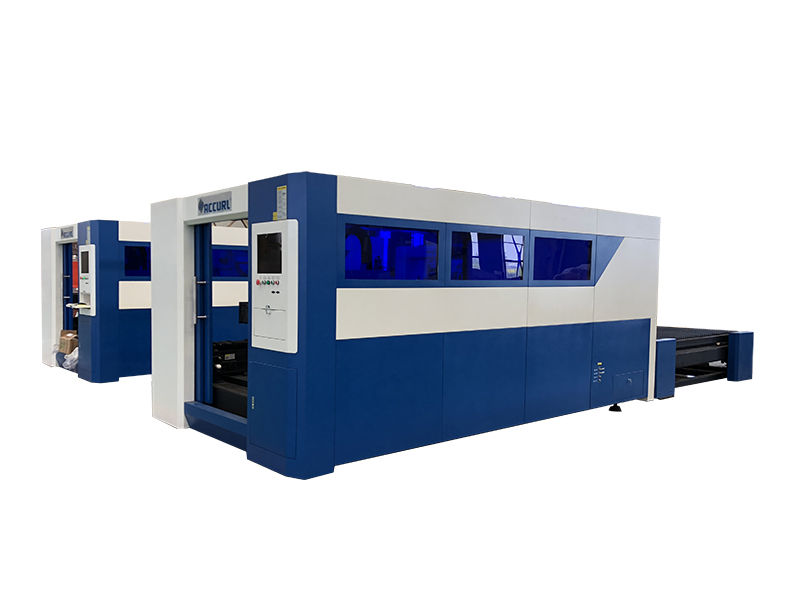
1, Karakteristikat kryesore të makinerisë
Makina përbëhet nga hosti i makinerisë, sistemet e kontrollit të kompjuterit, koka e prerjes me lazer me fibra, chillers, përbërës ndihmës të ndihmës.
Struktura e kamionave të makinerive, duke përdorur serotorët e servisit Japoneze YASKAWA drejtojnë raftin dhe ushqimin e pininit, precizionin e lartë dhe shpejtësinë e shpejtë, ingranazhet me dy drejtime dhe transmetimin e raftit në vend të transmetimit tradicional të vidhave të topit, i cili e bën makinën të zbrazet shpejtësinë e lëvizjes deri në 40-50metra / Min.
Rrjeti i krevatit, struktura e salduar e makinerisë, trajtimi i plakjes pas pjekjes, ashpërsimit, përfundimit, mund të eleminojë plotësisht saldimin e stresit dhe përpunimin, të ngurtë, precizion të lartë, mund të mirëmbahet përdorimi afatgjatë jo i deformuar (të paktën 20 vjet).
Akset X, Y janë importuar Japoneze YASKAWA servo me precizion të lartë, me shpejtësi të lartë, çift rrotullues të lartë dhe inerci të lartë, të qëndrueshme dhe të qëndrueshme. Siguroni shpejtësinë, saktësinë e lartë dhe përshpejtimin e makinës.
Programe speciale për prerje, integrim i një numri modulesh specifike të kontrollit të prerjes lazer, ndërfaqe e fuqishme, e mirë njeri-makinë, funksionim i lehtë. Përzgjedhja e kokës së prerjes së kokës lazer me fibra të markës zvicerane me cilësi të lartë, si dhe sensorë të përkushtuar kondensues, sensori me precizion të lartë, i përgjegjshëm, performanca e më të qëndrueshme dhe të besueshme.
Sistemet e kontrollit; Përdorimi i përkthimit të tabelës elektrike të kontrolluar nga kompjuteri është prerja e plotë e pjesëve të punës etj. Prerja mund të bëhet në çdo redaktues grafik dhe aeroplan sportiv.
Pjesët kryesore të makinerisë adoptojnë markën e famshme të Evropës, Japonisë dhe Tajvanit, çmimi i Kinës, por cilësia e makinës evropiane.
2, Avantazhi kryesor teknik i makinerisë
2.1 Vegla makinerie
Kjo shtrat Machine me dizajn portali, strukturë të salduar makine, rreze të ndërtuara nga alumini të hedhur pas trajtimit të pjekjes së plakjes, dhe më pas përafrimi, përfundimi, mund të eleminojë plotësisht saldimin dhe përpunimin e stresit, ngurtësia, saktësia e lartë, mund të mirëmbahet përdorimi afatgjatë të paktën 20 vitet e pa deformuara.
Gantry Beam Machine me pjesët e përgjithshme të hedhjes së aluminit të cilat mund të zvogëlojnë trarët e peshës, për të siguruar një stabilitet të mirë, funksionimi me shpejtësi të lartë mund të takojë makinën.
Makinë që peshon 4 tonë, teknikë e ndryshueshme e analizës duke përdorur parimin strukturor të dizajnit dinamik dhe metodën e elementit të kufizuar, të krijuar në bazë të makinës, ka një ecuri të shkëlqyeshme statike dhe dinamike.
| parametrat teknikë | |||
| Zona e katit | Rreth 4650 * 2520mm (pa përfshirë zonën e ngarkimit dhe shkarkimit) | ||
| Lejoni material Zona maksimale e prerjes | 1500 * 3000mm | ||
| Pesha bruto e makinerisë | 4000KG | ||
| Kërkesat për furnizimin me energji elektrike | 380V / 50Hz | Fuqia totale | 20kw |
| Kërkesat mjedisore | Gama e temperaturës: 10-35 ºC Gama e lagështirës: 40-85% 1, 000 metra mbi nivelin e detit, përdorimi i mjedisit tërmetet jo të ndezshme, eksplozive, magnetike, të forta | ||
| Parametrat e sistemit që lëvizin pajisjet | |||
| Shpejtësia e prerjes, nxitimi | 0-50m / min 0-3000mm / s2 | ||
| Shpejtësia në rrugë ajrore, nxitimi | 0-50m / min | ||
| Saktësia e pozicionimit | <0.03mm / m | ||
| Sistemi i makinës | Miratimi i motorëve servis me motor YASKAWA Japoni | ||
| transmetim | Të gjithë përdorin raft spiral me precizion të lartë dhe pinion | ||
| Sistemet e reagimit dhe kontrollit të transportit | Sistemi i dedikuar i transportit dhe kontrollit | ||
| Sistemi i ventilimit | Ventilim fiks më i ulët | ||
| Lloji i shportës së punës | Raft Workbench | ||
| Sistemi i qarkut dhe mbrojtja | Dizajn Standard | ||
Funksioni kryesor i prerjes me lazerin e makinerisë sonë lazer
| Jo. | funksion | Përshkrim |
| 1 | Ndjekja e lartësisë | Pishtari lëviz lart e poshtë sipas lartësisë së pllakës |
| 2 | Kontrolli i energjisë | Kontrolli i energjisë me lazer sipas pjerrësisë |
| 3 | Funksioni i kundërt | Reverse për të ekzekutuar Programin NC |
| 4 | Kthimi i pikës së prishjes | Kthimi në pikën e përparimit pas rikuperimit |
| 5 | Pircing shumëfishtë | Pulsi, shpërthimi, përparimi, shpejtësia e lartë |
| 6 | Linja e plumbit | Vendosni parametrin e vijës së plumbit |
| 7 | Gjetja automatike | Gjeni Koordinatën e pjesës së prerjes automatikisht |
| 8 | Funksioni i Leapforg | Leapforg për të përmirësuar efikasitetin e prerjes |
| 9 | Linja e përbashkët | Linja e përbashkët për të përmirësuar efikasitetin e prerjes |
| 10 | Funksioni i shënjimit | Shënoni çdo formë në pjatë |
Trashësia e prerjes me lazer dhe shpejtësia për referencë (bazuar në fuqinë lazer 800W, fuqia tjetër lazer të dhënat do të jenë pak ndryshim)
| material | Trashësia (mm) | Rekomandoni prerjen Speed (mm / min) | Shpejtësia maksimale e prerjes (mm / min) | Fuqia (W) | Gaz me prerje | Presioni i gazit (KPa) | Përqendrimi (mm) | Modeli i hundës | Fokusimi (mm) |
| SS | 1 | 10000 | 12000 | 700 | N2 | 8 | 0 | 1.5 | 0.7 |
| SS | 1.5 | 5000 | 5500 | 700 | N2 | 8 | 0.7 | ||
| SS | 2 | 2500 | 3000 | 700 | N2 | 9 | -1 | 1.5 | 0.7 |
| SS | 3 | 1500 | 1800 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 4 | 1200 | 1400 | 700 | N2 | 9 | -2 | 2 | 0.7 |
| SS | 5 | 600 | 680 | 700 | N2 | 10 | -3 | 2 | 0.7 |
| ZNJ | 0.5 | 9000 | 10000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ZNJ | 1 | 8000 | 9000 | 700 | O2 | 1 | 2 | 1.2 | 0.7 |
| ZNJ | 1.5 | 6200 | 7000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ZNJ | 2 | 3500 | 4000 | 700 | O2 | 1.4 | 2 | 1.2 | 0.7 |
| ZNJ | 3 | 3000 | 3600 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ZNJ | 4 | 1800 | 2000 | 700 | O2 | 1.2 | 2 | 1.2 | 0.7 |
| ZNJ | 5 | 1500 | 1800 | 700 | O2 | 0.6 | 2 | 1.2 | 0.7 |
| ZNJ | 6 | 1100 | 1200 | 700 | O2 | 0.8 | 2 | 1.5 | 0.7 |
| ZNJ | 8 | 900 | 1000 | 700 | O2 | 0.6 | 2 | 1.5 | 0.7 |
| ZNJ | 10 | 700 | 800 | 700 | O2 | 0.7 | 2.5 | 1.5 | 0.7 |
Shpenzimet e konsumit të makinerisë së përafërt (bazuar në makinën me energji lazer 800W, fuqia tjetër lazer të dhënat do të jenë pak ndryshim)
A> Konsumi total i energjisë
| Pjesa e makinerisë | pushtet (KW) | Konsumi i energjisë (KW / orë) | shënim |
| Gjeneratori me lazer | 5.8 | <= 21 | Për shkak të çmimit të energjisë është i ndryshëm në çdo vend, kështu që unë mund të jap vetëm konsumin e energjisë, nuk mund të jap koston totale të çmimit |
| Tabela CNC | 5.8 | ||
| Njësia e ftohjes | 5 | ||
| Filtri i nxjerrjes | 4.4 |
B> Konsumi i gazit
| gaz | Konsumi (Minutë / shishe) | shënim | shënim |
| O2 | 60 | Llogaritur bazuar në Pllaka 1 mm MS | Për shkak të çmimit të gazit është i ndryshëm në çdo vend, kështu që unë mund të jap vetëm konsumin e gazit, nuk mund të jap koston totale të çmimit |
| N2 | 15 | Llogaritur bazuar në Pllaka SS 1mm |
C> Pjesët e konsumueshme
| konsumit | Life (orë) | Pricemimi i njësisë (USD / copë) | Kostoja totale (USD / orë) | shënim |
| Pasqyrë mbrojtëse | > = 240 | 43 | 0.18 | Nëse mjedisi i punës është i mirë, atëherë harxhimet ' Jeta do të jetë më e gjatë |
| hundë | > = 600 | 21.4 | 0.04 | |
| Unaza qeramike | > = 1500 | 108 | 0.07 | |
| Total | 0,29 USD / orë | |||
Konsumi total
| artikull | pushtet Konsumi | Konsumi i gazit (USD / orë) | konsumit | shënim |
| O2 | <= 21 kW / orë | 60 (Minutë / Shishe) | 0,29 USD / orë | Llogaritet në bazë të 1 mm MS Plate |
| N2 | <= 21kW / Ore | 15 (Minutë / Shishe) | 0,29 USD / orë | Llogaritur bazuar në 1 mm SS Plate |
Futja e programeve për prerje me lazer (softuer automatik i foleve)
"Softueri për prerjen me lazer" është vendosur për programin e dizajnit të prerjes së sheshtë, qëllimi kryesor i të cilit është të sigurojë përpunimin e imazhit, cilësimet e parametrave, redaktorin e procesit të prerjes me porosi, simulimin dhe renditjen dhe përpunimin e papunësisë.
Ai mbështet mënyrën e mëposhtme të futjes së të dhënave
6.1) Pas përkrahjes kohore, DXF, PLT dhe formate të tjera të të dhënave grafike pranuan standarde ndërkombëtare kodin G Mater Cam, Type3, softuer Wentai të gjeneruar grafika të importit DXF, teksti përshkruan sistemin e nxjerrjes direkte të AutoCAD transferuar të dhëna grafike të figurës, mund të redaktoni paraqitjen (si zoom, rrotulloni, rreshtoni, kopjoni, kombinoni, funksiononi të butë, bashkues) të të dhënave të importuara për të kontrolluar automatikisht ligjshmërinë, siç janë: Mbyllur, mbivendosje, vetë-kryqëzim, distanca midis zbulimit të grafikëve, llojit të prerjes (prerje femre, prerje Yang ), dhe marrëdhëniet e jashtme, marrëdhëniet e ndërhyrjes, llogaritja automatike e prezantimit të modeleve të prerjes, linja e eksportit.
6.2) Procesi sipas nevojës, mund të modifikohet lirshëm pozicionin e fillimit dhe drejtimin e përpunimit grafik, ndërsa sistemi dinamikisht rregullon futjen e pozitës së plumbit, importi i skedarëve gjithmonë automatikisht optimizon sekuencën e përpunimit, por gjithashtu mund të rregullohet manualisht për të zvogëluar kohën e përpunimit dhe përmirësoni efikasitetin e përpunimit zgjidhni daljen grafike, mbështesni kudo në përpunimin e të dhënave lokale, veçanërisht të dobishme për ushqim, ndërsa ju mund të përdorni funksionin e korrjes, një përpunim grafik vendpushimi unik në vend, procesi mund të shkojë përpara përgjatë gjurmës, rewind, fleksibilitet i hasur secili rast procesi, sipas përpunimit grafik, madhësia e lëndës së parë, fole automatike
Produkte të lidhura
 prerja lazer metalike / çmimi i makinës për prerjen e qerpikëve / makina lazer çeliku inox
prerja lazer metalike / çmimi i makinës për prerjen e qerpikëve / makina lazer çeliku inox Makinë prerëse me lazer me fibra e serisë Accurl Smartline 3015
Makinë prerëse me lazer me fibra e serisë Accurl Smartline 3015 Wmimi i makinerisë me prerje lazer me fije 500w1000w 2000w 3000w në SHBA
Wmimi i makinerisë me prerje lazer me fije 500w1000w 2000w 3000w në SHBA Makinë lazer me fije 1000w CNC 3015 duke prerë çmimin më të mirë të çelikut të butë prej çeliku inox
Makinë lazer me fije 1000w CNC 3015 duke prerë çmimin më të mirë të çelikut të butë prej çeliku inox çmimi i makinës për prerje lazer me fibër në panairin e kantonit 2018
çmimi i makinës për prerje lazer me fibër në panairin e kantonit 2018 makinë programe prerëse lazer plazmatike e programueshme me cnc plazma me maxpro 200
makinë programe prerëse lazer plazmatike e programueshme me cnc plazma me maxpro 200 makineri për prerjen e lazerit me fibra që prerë materialet e bakrit dhe aluminit
makineri për prerjen e lazerit me fibra që prerë materialet e bakrit dhe aluminit Makinë prerëse lazer me fibër tubi 500w 1000w për shitje
Makinë prerëse lazer me fibër tubi 500w 1000w për shitje 2018 prodhuesi më i fundit i plazmave me pllaka gantry cnc, prerëse plazma prodhuesi të çmimit
2018 prodhuesi më i fundit i plazmave me pllaka gantry cnc, prerëse plazma prodhuesi të çmimit Makinë prerëse ujore me ujë të pastër 420mpa për shkumë, lëkurë, film plastik
Makinë prerëse ujore me ujë të pastër 420mpa për shkumë, lëkurë, film plastik